La ligne date de 2010. La modernisation a été terminée en 2020.
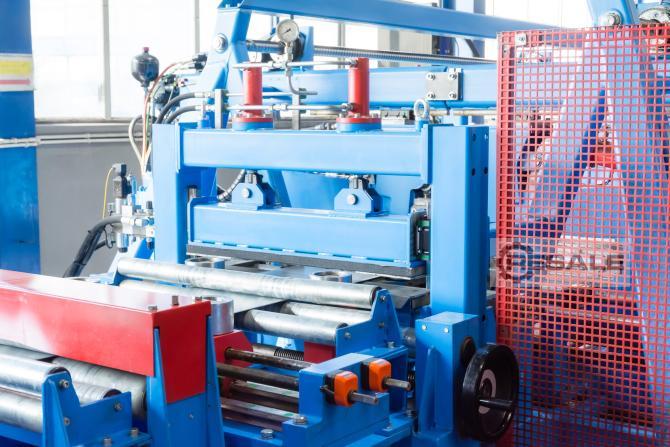
SPÉCIFICATIONS DE LA LIGNE ZEMAN CZS
Le produit phare de ZEMAN, la gamme entièrement automatisée
inchPURLINinch, est utilisé pour la production d’open space
des sections formées à froid telles que C, Z et SIGMA, avec des
largeurs et des formes différentes, grâce à la
réglage automatique des rouleaux de profilage. Des bobines jusqu’à
750 de largeur peuvent être utilisées comme matière première
mm et l’épaisseur de la feuille de 1,25 mm à 3 mm en grade S-390
et moins. La machine est adaptée à
production d’éléments pouvant atteindre 15 m de long. Réglage de
largeur des rouleaux de profilage spécialement durcis
Cela se fait sans étapes, en utilisant uniquement des logiciels
dédiés. Entièrement intégré
Le dispositif Inchflying Punchinginch fait toutes sortes de trous de
montage, et tout le processus est
continu, ce qui signifie que le matériau ne s’arrête pas pour
effectuer des opérations individuelles telles que le poinçonnage
trous ou coupes transversales. Pour maintenir l’efficacité de la
production, la vitesse de la ligne est optimisée
dynamiquement. La machine ralentit et accélère automatiquement sans
intervention de l’opérateur.
Dérouleur pour bobines en tôle avec une charge de travail autorisée
de 15 tonnes. Monté sur une promenade
Le chariot permet de centrer précisément la bande de matériau avant
de la remettre dans le redresseur.
Un lisseur avec système de redressement à faucille permettant de
redresser le matériau, garantissant
nécessitait la platitude de la tôle et une réduction par faucille
sur la bande d’alimentation.
2. Section de poing
La section contient 5 portails doubles de pouce en pouce, pouvant
être armés de 20 petits portails (jusqu’à 40
mm) ou 10 grands outils (jusqu’à 100 mm) (poinçons et matrices)
pour percer des trous de montage.
Vous pouvez aussi en utiliser un mélange.
3. Guillotine avant l’encoche
Une guillotine en pouce volant servait à faire des trous
préliminaires pour la guillotine fermée. Ce processus doit le
faire
La tâche consiste à maintenir la continuité du matériau, ce qui
permet d’obtenir une forme plus précise du profil. Surtout
Son début et sa fin. C’est une guillotine adaptative qui ajuste la
largeur du trou à la
Largeur de la tôle.
4. Module de guidage / modules SIGMA
Le chariot guide sert à centrer la bande de tôle avant d’entrer
dans la machine de profilage. Il est interchangeable
avec un module pour la production de profils en forme de Sigma. S’il
est nécessaire de produire des profils S+, il est nécessaire de
Installez une table avec un guide et insérez deux modules Sigma à sa
place. Ces modules sont positionnés dans le
Elle est automatique et indépendante du côté gauche et droit.
6. Guillotine à arrêt rotatif.
Une guillotine à fermeture rotative avec des couteaux à crochet est
utilisée pour finalement couper la section de la bande
Matériau utilisant les trous réalisés par la guillotine initiale de
l’incision. C’est une guillotine de pouce volant en
Par conséquent, la tôle ne s’arrête pas pendant le processus de
coupe. Selon le profil produit, il est nécessaire de
Attachez la cassette de découpe bien orientée.
7. Table de réception
La table de réception sert à vider automatiquement les profils
fabriqués depuis le convoyeur à rouleaux. Après quoi
Les éléments sont organisés manuellement en un ensemble. La
conception permet de fixer librement le paquet. Tableau
Il est adapté pour capter des profils de 15 mètres et permet
l’accès avec un chariot élévateur ou une grue
pour récupérer un paquet de sections.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 Pologne
42-20 Czestochowa
Pologne
42-20 Czestochowa